



聯系我們Contact us
長沙研創自動化設備有限公司
全國服務熱線:0731-84421891
聯系人:黃工
聯系電話:0731-84421891
Q Q:291477486
郵箱:sale@at-ipc.com
地址:長沙岳麓區文軒路27號麓谷企業廣場A1棟601室
1 .配料系統的組成
( l )給料部分:給料部分是從料倉(或儲罐)向稱重設備中加料的執行機構。
( 2 )稱量部分:稱量部分由傳感器、標準連接件、接線盒和稱量斗組成,與稱量儀表一起進行物料的稱量以及誤差的檢測。
( 3 )排料設備:排料可以是稱重設備(減量法)或排放設備(增量法、零位法)。
( 4 )控制系統:由稱量儀表、上位工控機、可編程控制器及其他控制器件等組成。
( 5 )校秤系統:配料系統傳感器應定期進行調校,以保證系統配料精度。
2 .配料系統的設計
配料系統的設計包括稱重方式選擇、給料方式選擇、生產線結構方式選擇、配料控制系統的設計等。
在工業配料生產過程中,一般應該能夠實現全自動、半自動、手動配料,可以在不同工作模式之間進行切換,配料控制系統必須有很高的可靠性,保證系統連續正常工作,出現故障時能及時報警,并能夠緊急停車,防止系統出現事故。生產過程中的上位機除了直接顯示現場的生產數據外,還要求具有歷史數據的處理功能以及相應的數據報表和配方管理等功能。
配料控制系統的設計包括硬件設計和軟件設計。硬件設計主要是傳感器與儀表的選擇、可編程控制器的選擇、上位工業計算機的選擇等;軟件設計主要包括可編程控制器的程序設計和上位工業計算機的監控軟件設計。
配料控制系統的傳感器主要有稱重傳感器和料(液)位傳感器,一些對于物料的溫度有要求的配料系統還要選擇溫度傳感器。
稱量儀表的選擇,主要應考慮與稱重傳感器合理搭配,以合理的成本獲得較高的精度。
可編程控制器的選擇,主要是根據系統的功能要求,選擇合適點數的帶有模數轉換模塊的可編程控制器。
上位工業計算機的軟件設計主要由工業監控組態軟件實現配料系統實時監控,監控組態軟件集成了人機界面技術、數據庫技術、控制技術、網絡與通信技術,使控制系統開發人員通過可視化的組態方式,完成監控程序的設計。
PLC 的程序流程主要包括接收由上位機傳來的配方數據,根據各輸人信號的狀態及儀表數據來控制配料的進程,并對各種異常狀態做出相應報警和處理。其關鍵在于設計合理的雙速配料流程。
3 .工程案例
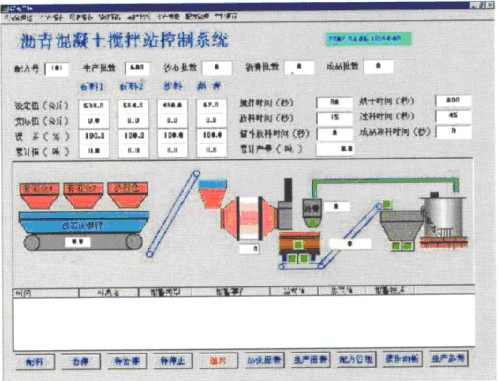
配料控制系統在瀝青混凝土攪拌站的應用
◆硬件配置:工控機、電子稱、PLC (三菱FX 系列或西門子57 一200 / 300 系列或其它系列)DP 通訊卡或其它的通信方式。
◆軟件配置:組態王通用軟件。
◆要配的料種類有:硅砂、方解石、備用料、硝酸鈉、硼砂、純堿、霞石、長石、小料等。計算機根據人工設定的配料量、用否選擇和預先設定的時序,來自動完成整個配料過程的各類連鎖和控制,工藝畫面參見下圖

這種配料系統可實現如下功能:
( I )實現進料、放料、攪拌、出料的自動聯鎖和控制。
( 2 )能實現計量、進料、放料、攪拌、出料的手動操作的功能。
( 3 )能顯示實時的工作狀況和各種物料參數。可隨時進行調用并顯示、打印任何時間的報表與客戶表。具有配比預存,可隨時進行輸人、修改或刪除某種配比。
( 4 )美觀實用的動態模擬。利用動態畫面將計量和卸料過程中的配料閥門、秤量斗門、出料狀態(秤斗內料位變化)進行模擬顯示。
( 5 )具備粗稱和細稱功能(精稱提前量有自動調整功能,消除落差影響)。超差自動報警、自動扣除功能。
( 6 )具有操作員權限管理功能、
( 7 )具有現場管理及網絡化的遠程服務。
( 8 )支持第三方的商業數據庫。
碳素廠配料系統的應用
系統共有5 個配料倉.每個配料倉均有兩個給料機構.各由一臺電機及輸送螺桿組成。電機的轉速決定螺桿轉速,螺桿轉速決定進料速度的快慢。電機采用變頻調速方式.一臺變頻器控制兩個給料機構。每個配料倉下面有一稱重傳感器.能稱出配料倉與內部物料的重量底部有一個閥門和一個防塵罩,各由電機帶動,控制其開關和升降螺桿.并由PLC 的輸出直接控制電機的正反轉。另外.對小車裝料定位采用光電開關限位。
系統核心部分可采用可編程控制器,完成整個控制的實現。工控機實現命令的發布、數據的處理、畫面的顯示和操作控制。上位機軟件可使用開物2000 。
右圖是該控制系統結構和組成圖

飼料配料系統的應用
固體飼料配料系統由絞龍輸料和料倉結構組成。配料工序是飼料生產過程中的關鍵性環節。
◆ PLC 選用中規模57 一300 系列PLC
◆ 現場總線選用西門子的PROFIBUS 一DP 現場總線,具有開放性,符合該標準的設備都可以接人同一網絡中。
◆ 主要軟件及功能:
( l ) Visual Basic 6 . 0 編程語言
訪問Access 數據庫實現用戶管理、原料管理、配方管理、生產管理和生產統計、報表查詢打印等管理功能。
( 2 ) VisualC + + 6 . 0 編程語言
利用ODBC API 數據庫操作函數實現WinCC 和Access 數據庫的后臺互動操作,利用Visual C + +編制并做成動態鏈接文庫文件供WinCC 調用。
( 3 ) Step7 VS . 4 可編程控制器軟件包
用于P LC 的項目管理和編程,以及網絡通信設置等。
( 4 ) WinCC V6 . 0 西門子界面組態(HMI )軟件包
用于在生產和過程自動化環境中實現可視化和過程控制任務。



